Car seat manufacturing is an advanced, end-to-end engineering process that integrates three critical stages: frame production (robotic welding and electrostatic powder coating), polyurethane foam molding (carousel-line curing and mechanical cell disruption), and precise upholstery assembly. Driven by synchronized logistics and strict end-of-line testing, this rigorous ecosystem transforms raw materials into a highly optimized product that directly ensures vehicle ride comfort, structural durability, and crash safety.
Table of Contents
Car seats are a central part of any vehicle and carry a significant responsibility for comfort and safety. Its manufacturing process runs through the end-to-end production process from the frame to the vehicle upholstery, and assembly quality is the backbone of vehicle ride comfort and crash safety. Assembly quality is inseparable, and each component is essential for safety and comfort.
We must first understand the whole process of car seat manufacturing from construction to end-to-end. The end result is a complete overview of the engineering covering the frame to the final cover design, the frame structure to the final cover manufacturing process. All three steps are absolutely necessary, tightly forging the final product into the perfect car seat.
Auto Seat Frame Production Process
Material Selection and Machining
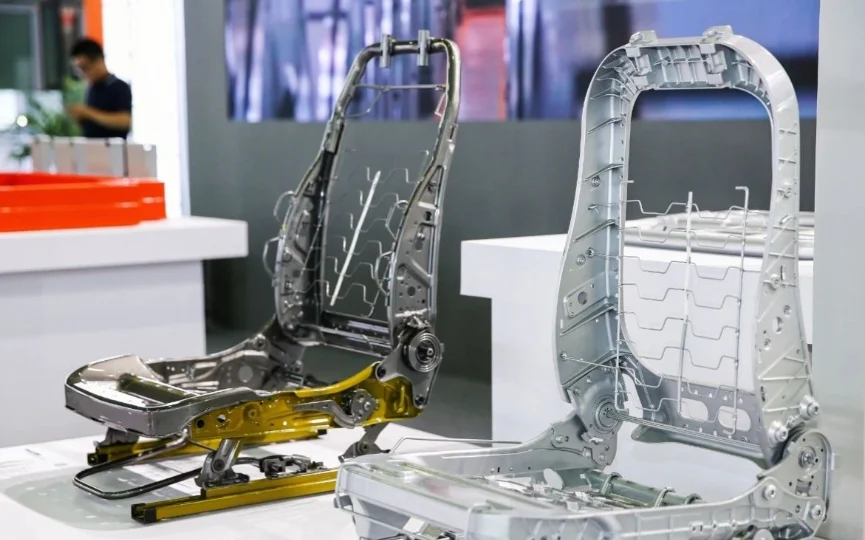
When you enter the frame production process, the materials chosen, as well as the machining techniques used, are directly related to the support and ergonomic comfort of the seat. Frame manufacturing in production, materials must be selected as meticulously as possible, process efficiency optimized, and advanced molding techniques to produce the most precise structural and engineering quality products in the world.
This is at the heart of the entire manufacturing process and is where the structural adequacy and basic comfort of the seats are directly determined.
Auto Seat Welding Process
In the manufacture of car seat frames, welding is a crucial process. Welding is mainly used to fine-tune various parts of the driver’s rack, passenger rack, rear seats and backrest structure, as it is known that welding has maximum strength and all joints require minimal stability. The welding technology must also be up-to-date to ensure the unbreakable strength and stability of each element.

Main process equipment:
Our welding equipment package includes robotic welders, CNC pipe benders and wire benders – high-quality products and efficient manufacturing require advanced equipment.
The front seat frame assembly line will be based on arc welding (18 robotic arc welders and semi-automatic CO2 welders).
The back backrest and table assemblies use a combination of arc and spot welding methods, with robotic spot welders, robotic arc welders and semi-automatic CO2 machines replacing other equipment components.
For the arc process, 25 efficient and effective semi-automatic CO2 gas shielded welders were manufactured, achieving high penetration, high operating rate and flexibility.
For stations with very fine detail and high volume, a fully robotic arc welder will take over. The spot welding robot works in two stations. These robots feature fast-changing end effectors that allow for a smooth transition without disrupting the operational rhythm of the plant. In addition to the robot, a dedicated projection welder also performs other spot welding tasks.
Dedicated jigs jigs and fixtures at each basic weld outlet ensure overall weld quality and micro-dimensional accuracy. These fixtures are also quickly equipped with a quick disconnect system to quickly reconfigure these fixture modules in response to sudden changes in the production line.
Car Seat Coating Process
The coating process plays a crucial role in the seat manufacturing process. This not only affects the aesthetics of the product, but in turn directly affects the long-term durability and structural safety of the seat. Visual pleasing and a barrier to corrosion, it ensures the polishing job and is visually appealing while being as resistant to the corrosion process as possible, which requires the user to follow a very precise process.
Main process equipment
The line includes imported fully integrated electrostatic powder coating systems that are fully integrated into the entire system. These products incorporate automatic overcurrent protection for improved safety and boast a staggering 99.9% overspray powder recovery, which is higher than the claimed 99.9% overspray powder recovery. The exhaust gas recovery system adopts a closed-loop cycle, which effectively eliminates environmental pollution and greatly reduces energy consumption. The powder chamber cleans itself automatically and performs color changes in less than 30 minutes.
The pretreatment comes with a continuous seven-stage spray cleaning channel. Degreasing, phosphating and surface rinsing work smoothly. The chemical baths are heated by steam or hot water.
The curing furnace is operated using a bridge type, hot air convection circulation system with natural gas. To cater to the precise coating requirements of three different component types, the system employs two overhead lightweight conveyors for fully automated full-process generation.
This will complete the surface coating of the seat frame. The parts obtained can be classified into the following three types: non-exposed phosphate parts, which go directly into assembly after pretreatment; non-exposed, non-decorative black-coated parts; and highly visible grey-coated parts that pass through the powder line prior to final assembly.
Critical Material Selection: The deposition stages (pretreatment, degreasing and phosphating) will be carried out using very efficient cryogenic chemicals at bath temperatures of 30-50°C. The topcoat was covered with epoxy-polyester powder at 180-220°C and cured for 20 minutes.
Car Seat Making Process of Polyurethane Foam Molding
Polyurethane foam molds are at the most critical stage in the entire seat manufacturing ecosystem. This section is entirely dedicated to the exact specifications of comfort and physical support, which ultimately determine the dynamic performance of the seat. Foaming requires ultra-perfect technical controls and the use of ultra-high standard equipment to ensure that the foam pad left at the end of foaming meets challenging engineering standards.

Carousel Line Equipment
The turntable production line is the core of the car seat foam production machine. Typical setps are 12, 18, 24, 36 and 42 station setups. The cycle time (production speed) of carousel is adjusted in real time according to the takt time of the plant, a factor that is closely related to the overall production target, foam curing timing, and manual operation window. In what follows, we will dissect the 42-station production line, the standard setup at a large seat manufacturing facility to reveal its efficiency and complexity.
Production Line Workflow
Large car seat manufacturers regularly install a 12-station line network to meet a wide range of seat foam needs across different vehicle architectures. This flexible arrangement can be easily molded to accommodate different vehicle structures as well as different foam densities. Most elite manufacturers have successfully compressed the turntable cycle time from eight minutes to a staggering six minutes, thus taking production efficiency to the next level by continuously optimizing plant plans and using automatic pouring to reduce manual intervention.
Car Seat Details and Post-Processing
Foam Post-Processing Operations
Routine production runs begin with “mold conditioning”. This means empty, running the carousel for three full revolutions, while constantly spraying the release agent. This does primer the mold surface to avoid the catastrophic tearing or sticking that occurs when a fresh or newly cleaned mold is injected with foam, which is fresh or newly cleaned and just finished. The mold also steadily climbs to the optimum foaming temperature (between 43°C and 70°C), reaching an optimum point between 50-58°C after mold adjustment, where the injection head engages.

The injection may be performed manually, by means of a mechanical device, or with a robotic arm. The precise path of pouring depends largely on the particular geometry of the mold cavity. However, for optimal throughput and operational safety, the modern 42-station line is almost entirely powered by robotic injection while reducing environmental cross-contamination.
After injection, the molds seal and rotate along their path around the carousel. Once in, the chemical mixture transitions from a liquid to a highly viscoelastic state before maturing to a solid, completing expansion and slowly solidifying until ready to be demolded. Just before reaching the demolding station, the mold opens automatically again and the operator picks up the cured foam pad quickly.
In this advantageous position, the extracted pad and the empty mold are separated in separate operating routes:
Path 1 — The Empty Molds:
From the edge and in the cavities, workers must immediately scrape away any glitter and rogue foam residue or sticky residue from the mold. This guarantees perfect ventilation and prevents the material from sticking after the next injection. Once it becomes a pristine mold, it advances to the release agent station where the operator carefully sprays the coating and then forces the air gun down to dry the mold so the wet agent doesn’t collapse the next batch of foam.
Now, the prepared mold obtains any metal inserts or wireframes needed and then returns to the injection station for a new foaming cycle. The cycle goes on and on.
Path 2 — The Cured Foam Pads:
Since the polyurethane reaction can capture a large amount of gas internally, the captured gas must be released first. If trapped, the foam can catastrophically warp and shrink while cooling and with changes in external atmospheric pressure. Therefore, the recently demolded pad undergoes “mechanical cell disruption” at the immediate beginning. This is usually performed by a specific crusher: the upper part uses vacuum crushing, which is ideal for extremely complex liners with a large number of metal insert components. The lower part features a physical compression roller that is perfect for a pure insert-free foam pad.
Since the crushed pads contain a very large static charge, safety procedures ensure that they pass through the anti-static chain, neutralizing the charge, so there will be no static sparks igniting the highly flammable foam dust.
After the cells are broken, the pads are quickly transported from the factory to the repair station via a conveyor belt. Here, surface tearing is unavoidable due to the difference in the use of release agents and the pure physical exertion of release. Although trained operators do their best to reduce the number of these tears (many are tiny), micro-tears are just part of the physics. Therefore, the repair agent bonds the torn surface with a specialized adhesive to save the liner and reduce the scrap rate.
The foam then moves to the anti-squeak wax station. In this case, a specific dose of anti-squeak wax with an accurately calibrated amount is sprayed onto the back of a single foam pad. This critical step eliminates acoustic squeaking caused by friction between the foam and metal frame, significantly improving overall NVH (quietness) performance.
After the wax treatment, the pad is taken to a temporary area for post-curing, which takes about 24 hours. It is in this space that internal chemical crosslinking can be done quietly, allowing the foam to reach its ultimate physical and mechanical properties. These stable foam cushions are eventually shipped to the final seat assembly line to combine with the frame and upholstery.
Car Seat Process for Upholstery
If we continue with the upholstery process, upholstery as the primary working touch point for the occupants requires the same sturdy craftsmanship. From raw material rolls to finished covers, we have safety and micro quality control. It is divided into 8 highly synchronized steps, including loading the fabric roll, entering the CNC cutting parameters, automatic unfolding using a paver, multi-layer stacking and automatic CNC cutting, single piece stitching, final cover assembly stitching, rigorous QA inspection and matching, and finally sending to the assembly line. The foam pad and the finished upholstery cover are moved to each other by two overhead conveyors. The two lines run at 4.5 m/min and 2 m/min, respectively, because the speed control is infinitely variable. The parts are sorted into precise car groups, coming out of adjacent foaming and sewing plants, then zipped on the final assembly workstation and then manually unhooked by line workers. The cap and foam are then precisely transported to the assembly line using a gravity roller. It is a super-optimized logistics system that effectively cuts the frequency of new materials taking off, creating the perfect infrastructure for extreme high-volume production speed shifts. The seat frame, on the other hand, is loaded from the paintworks to the head of the assembly line via a specialized sequencing cart.

Seat Testing: Once the seat comes off the final assembly line, it will undergo a series of end-of-line tests to ensure that the overall assembly quality is at the desired level. This includes random disassembly audits of individual components. This is how we built a rigorous, uncompromising quality gate to prove that SEAT’s manufacturing integrity is truly solid.

Seats play a vital role in any vehicle. Each step of its manufacturing process directly determines the quality of the final product. So when you really take the time to understand the entire end-to-end workflow, you not only develop a deep appreciation for the sheer engineering that goes into making car seats, but you start to see the relentless innovation that continues to move the entire automotive industry forward.
Key Takeaways
1. Robust Frame Production
- Advanced Welding: Uses a combination of robotic arc welding, spot welding, and specialized fixtures to ensure the seat frame possesses unbreakable structural strength and precise micro-dimensions.
- Dual-Layer Coating: Utilizes a seven-stage continuous pretreatment followed by an eco-friendly, closed-loop electrostatic powder coating system ($180\text{–}220^\circ\text{C}$) to provide a visual finish and superior corrosion resistance.
2. High-Precision Foam Molding
- Automated Carousel System: Utilizes automated robotic injection on multi-station carousels with strict mold temperature controls ($50\text{–}58^\circ\text{C}$) to optimize material density and minimize defects.
- Post-Processing & NVH: Demolded pads undergo mechanical cell disruption (vacuum or roller crushing), static neutralization, repair, and anti-squeak wax treatment to prevent cabin friction noise before undergoing a 24-hour chemical post-cure.
3. Synchronized Upholstery & Logistics
- Automated Textile Cutting: Employs an 8-step synchronized process from raw fabric roll loading to multi-layer CNC cutting and precise manual stitching.
- JIT (Just-In-Time) Assembly: Uses independent variable-speed overhead conveyors and sequencing carts to deliver the frame, foam, and cover simultaneously to the final assembly line, maximizing efficiency.
- Rigorous Quality Gates: Concludes with intensive end-of-line functional tests and random disassembly audits to guarantee uncompromising safety and ergonomics.